




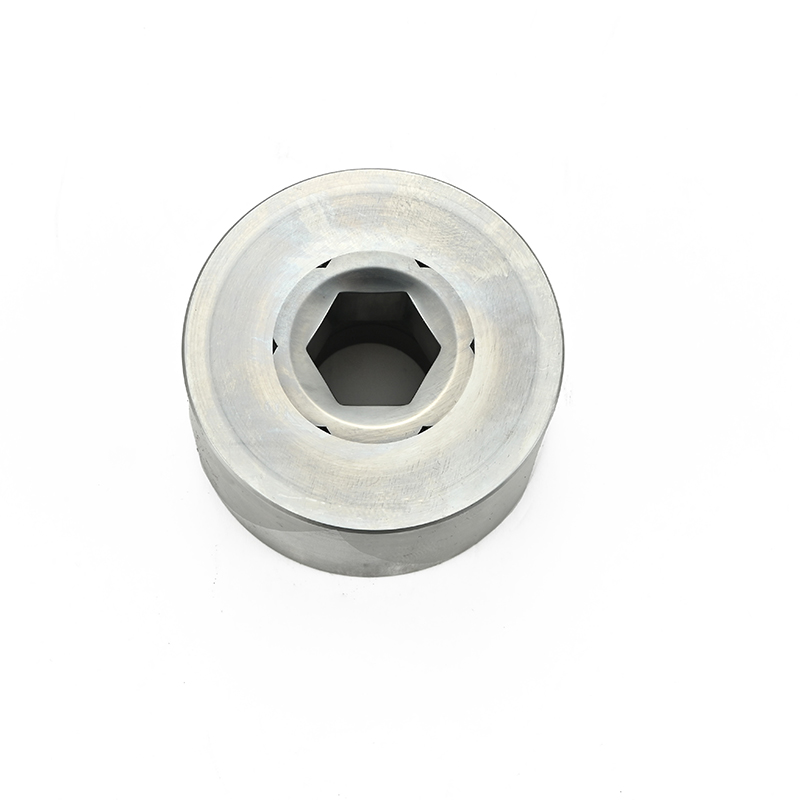


Шестигранный штампованный сердечник
| Вещь | Параметр |
| Место происхождения | Гуандун, Китай |
| Имя бренда | Нисун |
| Материал | ВА80, ВА90, КГ6, КГ5, СТ7, СТ6, КАРБИД |
| Технологии | CAD, CAM, WEDM, ЧПУ, вакуумная термообработка, 2,5-мерное тестирование (проектор), твердомер и т. д.(HRC/HV) |
| Срок поставки | 7-15дней |
| ОЕМ и ОДМ | 1 шт. приемлемо |
| Размер | Индивидуальный размер |
| Упаковка | ПП+маленькая коробка и коробка |
Твердосплавный штамп:
1. Матрицы с прямым отверстием
2. Экструзионные матрицы
3. Сегментированные шестигранные матрицы
4. Резак и нож
5. Индивидуальные штампы
Сегментные штампы могут поставляться либо в виде вставок, либо в виде полных комплектов штампов из карбида вольфрама или специальных сталей.Преимущества сменных сегментированных лезвий для увеличения срока службы инструмента получили широкое признание.Все инструменты проходят сертификацию перед отправкой клиентам.
Как эффективная и быстрорастущая компания, Nisun активно занимается поставкой эксклюзивных шестиугольных сегментных пресс-форм.Предлагаемая продукция широко известна во всем мире за лучшее качество и простоту установки.Эти пресс-формы производятся новаторскими профессионалами и передовыми технологиями и используются для производства различных типов крепежных изделий в различных отраслях промышленности.Кроме того, мы также можем предоставить продукцию различных размеров в соответствии с потребностями клиентов.
1. Выберите материал и размер вольфрамовой стали, чтобы правильно отлить винты или гайки.
2. В соответствии с разницей в сложности формования, размере, длине винтов и гаек, конструкция штампа должна быть спроектирована разумно, многостанционная и пресс-форма для гаек должна быть размещена на разумной основе деформации осадки и времени формования.
3. Форма имеет тонкое мастерство, точный размер, диаметр отверстия, чтобы соответствовать требованиям к зеркальной отделке.
4. Запас распределения напряжения помех, выберите соответствующий размер конусности сплава.
5.Стальная втулка оболочки должна быть жесткой и хорошо нагретой, а диапазон твердости после вакуумной термообработки должен составлять от 45 ℃ до 48 ℃.
6. Содержите отверстие матрицы и поверхность проволоки в чистоте и гладкости, холоднотянутая проволока должна быть прочно прибита гвоздями после шарикового отжига.
7. Мы используем алмазный круг для шлифовки цикла и конца вольфрама.
Категории товаров
-

Пробойник с перфорированным титановым покрытием
-

Защитная оболочка со встроенным штампом
-

ФОРМОВЫЕ НОЖНИЦЫ ИНДИВИДУАЛЬНОЙ ПРЕФОРМЫ ДЛЯ ШТАМПОВКИ
-

Белая стальная титановая пластина с перфоратором для штамповки
-

Комбинированная матрица с шестигранной головкой F
-

Шестигранная твердосплавная матрица с круглым отверстием





